excavator hydraulic system overview
Every minute your excavator sits idle costs money. When a solenoid valve fails, boom movements become sluggish, hydraulic functions stop responding, or the entire machine shuts down mid-job. Yet most operators don’t know why it happened — or how to prevent it next time.
In this guide, you’ll learn the 7 most common reasons excavator solenoid valves fail, how to spot the warning signs early, and exactly what to do when one goes bad. Whether you’re a field technician, fleet manager, or equipment owner, this troubleshooting resource will save you time and unnecessary parts costs.
What Does an Excavator Solenoid Valve Do?
Before diving into failures, it helps to understand what this component actually does.
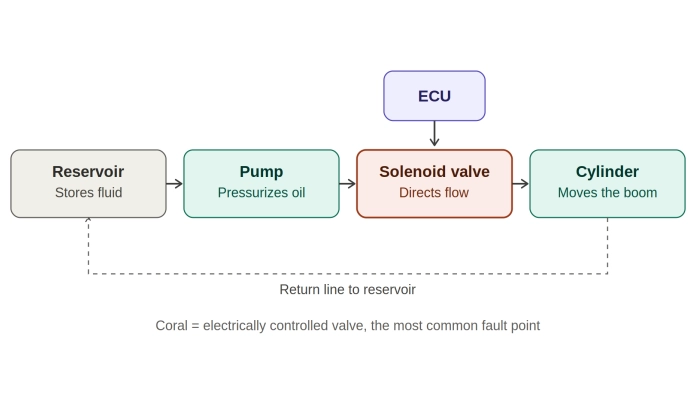
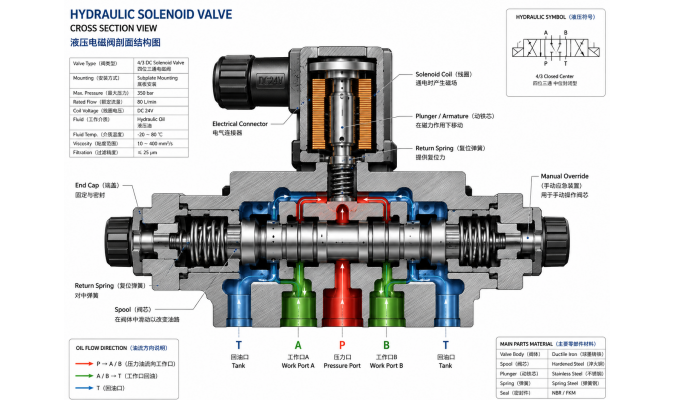
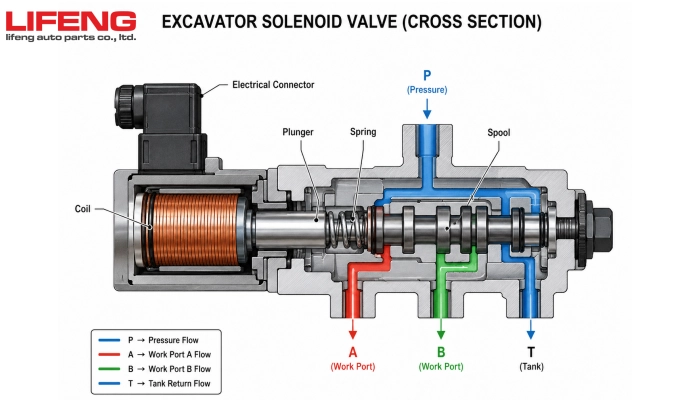
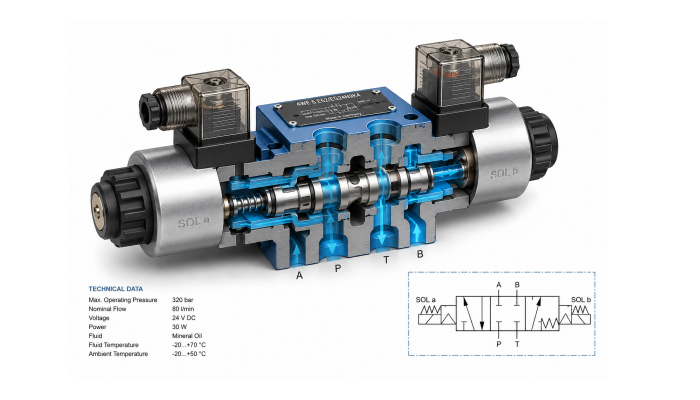
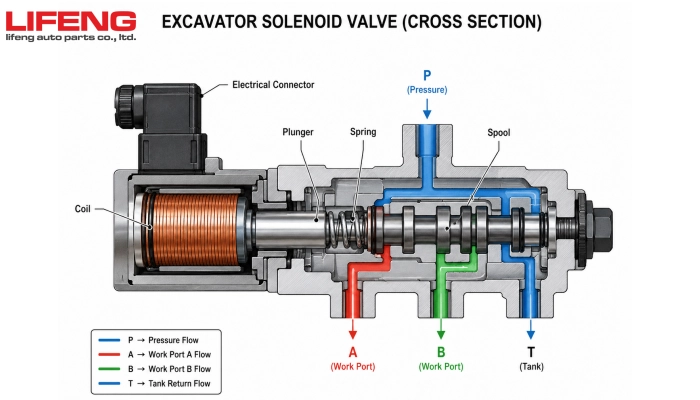
A solenoid valve is an electro-mechanical device that controls the flow of hydraulic fluid inside your excavator. When the operator moves a joystick, an electrical signal energizes the solenoid coil, creating a magnetic field that physically opens or closes a valve — directing pressurized oil to the boom, arm, bucket, or travel motors.
Key facts:
- Location: Mounted on the main control valve block
- Operating voltage: Typically 12V or 24V DC
- Controls: Boom, arm, bucket, swing, travel, and auxiliary functions
- Coil resistance (healthy): Usually 10–40 ohms (check your model’s specs)
Without a properly functioning solenoid valve, your excavator cannot translate operator commands into machine movement. Even a partial failure causes erratic, sluggish, or completely unresponsive hydraulic functions.
7 Common Reasons Excavator Solenoid Valves Fail
1. Hydraulic Oil Contamination
This is the #1 cause of solenoid valve failure on excavators worldwide.
Dirty hydraulic oil carries microscopic particles — metal shavings, rubber debris, and oxidized oil byproducts — that circulate through the entire hydraulic system. Over time, these particles lodge inside the solenoid valve’s internal channels, orifices, and spool, preventing it from opening or closing fully.
What goes wrong:
- Blocked internal passages restrict fluid flow
- Abrasive particles score valve seats and sealing surfaces
- Contaminated oil accelerates wear on moving components
Prevention: Change hydraulic oil and filters on schedule (typically every 1,000–2,000 hours depending on the manufacturer). Always use oil that meets your machine’s specification (ISO VG 46 or 68 are common). If you’ve had a major component failure (pump, motor, cylinder), flush the entire system before returning to service — metal debris from the failed part contaminates every downstream valve.
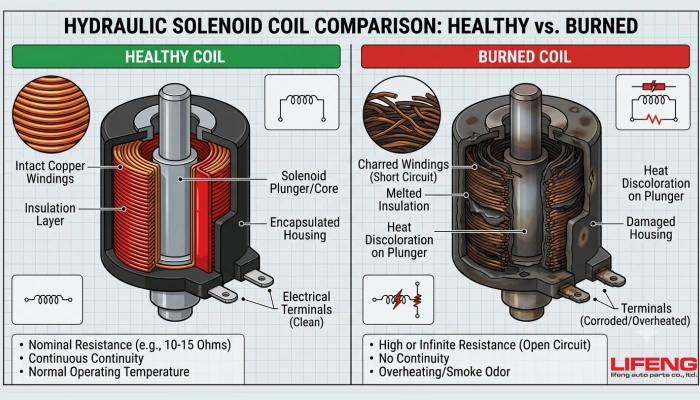
2. Electrical Issues — Coil Burnout
The solenoid coil is the electrical heart of the valve. When current passes through the coil, it generates the magnetic force needed to actuate the valve. Anything that disrupts this electrical relationship causes failure.
Common electrical causes:
- Coil burnoutfrom prolonged energization or excessive ambient heat
- Wrong voltage— supplying 24V to a 12V coil destroys it instantly
- Loose or corroded connectorscausing intermittent signal loss
- Damaged wiring harnessfrom vibration, chafing, or rodent damage
- Short circuitsfrom water or oil ingress into the connector
Diagnostic clue: A burnt smell near the valve block, or a coil that feels hot to the touch, points directly to electrical issues.
Fix: Use a multimeter to test coil resistance. Compare your reading against the manufacturer spec. A reading of zero (0 ohms) indicates a short; an open circuit (infinite resistance) means the coil is burnt. Replace the coil or the entire solenoid assembly depending on the damage.
3. Internal Spool Sticking or Jamming
Inside every solenoid valve is a precision-machined spool that slides back and forth to open and close hydraulic passages. When this spool sticks, the valve can’t respond to commands — or worse, it stays open when it should be closed (causing uncontrolled movement).
What causes spool sticking:
- Varnish buildup from degraded hydraulic oil coating the spool
- Debris particles wedging between the spool and bore
- Corrosion from water contamination in the hydraulic system
- Mechanical damage from overpressure events
Symptom: Functions work sometimes and fail other times. The excavator may respond normally after a rest period but fail again under load — a classic sign of intermittent spool sticking.
4. Seal and O-Ring Wear
Solenoid valves use rubber seals and O-rings to prevent internal and external leaks. These components degrade over time due to heat cycling, pressure fluctuations, and chemical exposure from hydraulic fluid additives.
Signs of seal failure:
- Visible oil leaking from around the valve body
- Gradual loss of hydraulic pressure across multiple functions
- Increased cycle times as fluid bypasses worn seals internally
Note: Using the wrong type of hydraulic fluid — particularly mixing mineral oil with synthetic or biodegradable fluid — accelerates seal degradation dramatically. Always verify fluid compatibility before topping up.
5. Overheating
Excavators working in high-ambient-temperature environments, or machines running low on hydraulic oil, generate excessive heat that shortens solenoid valve life significantly.
How heat damages solenoid valves:
- Degrades the coil insulation, leading to shorts and burnout
- Thins hydraulic oil, reducing lubrication between moving parts
- Accelerates O-ring hardening and cracking
- Causes thermal expansion that makes spools stick in their bores
At-risk scenarios: Continuous heavy-duty cycles without adequate cooling, blocked hydraulic oil cooler fins, or operating in ambient temperatures above 40°C (104°F) without appropriate oil viscosity adjustments.
Prevention: Keep the hydraulic oil cooler clean. Monitor oil temperature — most excavators should operate below 80°C (176°F). If your machine runs consistently hot, investigate the root cause (low oil level, blocked cooler, excessive load) rather than just replacing valves.
6. Water Contamination
Water in the hydraulic system is one of the most destructive and underdiagnosed problems in excavator maintenance. Water enters through breather caps during condensation cycles, damaged cylinder seals, or improper fluid storage.
How water causes solenoid valve failure:
- Causes rust and corrosion on metal components
- Reduces the film strength of hydraulic oil, increasing wear
- In cold climates, water freezes inside narrow valve passages, cracking components
- Promotes microbial growth (a grey/black sludge) in the hydraulic tank
Detection: Pull the dipstick or drain a small sample of hydraulic oil into a clear container. Milky, cloudy, or discolored oil indicates water contamination. A clean sample should be transparent amber.
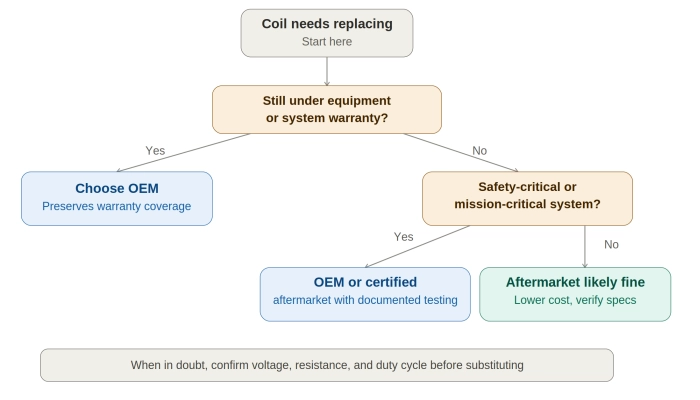
7. Poor-Quality or Wrong Replacement Parts
This cause is increasingly common as excavator owners try to reduce parts costs. Low-quality aftermarket solenoid valves may use inferior coil wire, looser manufacturing tolerances, or incompatible seal materials — resulting in failures within weeks of installation.
Also watch out for:
- Installing a valve with incorrect flow rating for your application
- Using a valve rated for a different operating pressure range
- Mismatched connector types requiring forced wiring modifications
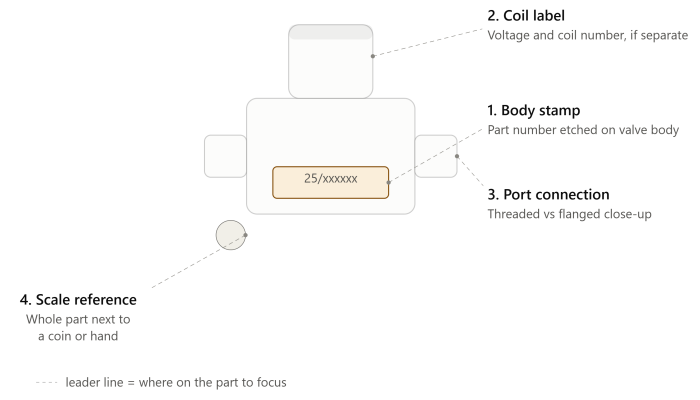
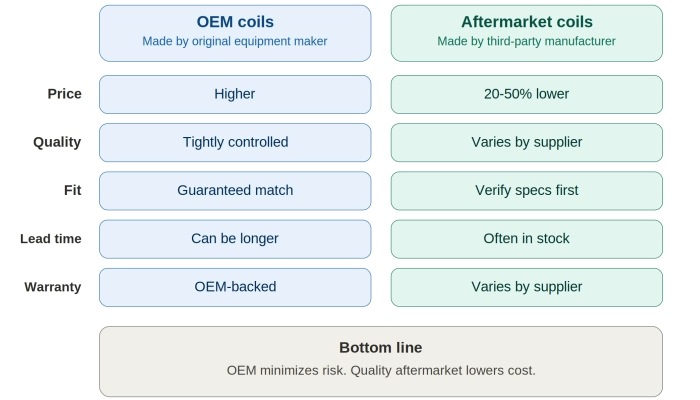
Recommendation: Source replacement solenoid valves from reputable OEM or verified aftermarket suppliers. Check that the replacement matches your original part number, operating voltage, pressure rating, and connector type. A quality aftermarket part can save 30–50% versus OEM pricing with equivalent performance — but only when sourced carefully.
Warning Signs Your Excavator Solenoid Valve Is Failing
Catch these symptoms early and you can often fix the problem with a coil replacement or cleaning — before you need a full valve replacement.
| Symptom |
Likely Cause |
| Sluggish boom/arm/bucket movement |
Partial valve blockage or spool sticking |
| Function completely unresponsive |
Burnt coil or total valve failure |
| Jerky or erratic movements |
Intermittent electrical connection |
| Oil leak around valve block |
Seal/O-ring failure |
| Machine works when cold, fails when warm |
Thermal expansion causing spool jam |
| Error code on display (E-code / fault light) |
Electrical fault detected by ECU |
| Burning smell from hydraulic area |
Coil overheating or burnout |
How to Diagnose a Faulty Excavator Solenoid Valve (Step by Step)
Before replacing any parts, run through this diagnostic sequence:
Step 1: Check for error codes. Connect a diagnostic scanner or check the instrument panel. Brands like Caterpillar (CAT ET), Komatsu (KOMTRAX), Hitachi (Dr. ZX), and Volvo (VCADS) provide specific fault codes pointing to solenoid circuit issues.
Step 2: Inspect wiring and connectors. With the machine off, visually inspect the wiring harness to the solenoid valve. Look for chafed insulation, corroded pins, moisture in connectors, or loose terminals. Clean corroded contacts with electrical contact cleaner and reseat connectors firmly.
Step 3: Test the power supply. With the machine on and the function activated, use a multimeter to verify 12V or 24V DC at the solenoid connector. No voltage means the problem is upstream (ECU, wiring, or switch) — not the valve itself.
Step 4: Measure coil resistance. With the coil disconnected, measure resistance across the two coil terminals. Compare against spec (check your service manual — typically 10–40 ohms). A reading of 0 ohms = short circuit. Infinite resistance = open/burnt coil. Either reading means the coil needs replacement.

Step 5: Perform a swap test. If electrical checks pass, swap the suspect valve with an identical valve from a functioning circuit. If the problem moves with the valve, the valve is faulty. If the problem stays in the same location, the issue is in the hydraulic circuit or wiring for that function.
Step 6: Inspect hydraulic oil condition. Check oil color, clarity, and smell. Milky = water contamination. Dark/black = severely degraded oil. Metallic smell or particles = internal component wear. Address oil condition before installing a new valve.
How to Fix or Replace an Excavator Solenoid Valve
Option A: Coil Replacement Only
If the valve body is mechanically sound and only the coil has failed, you can replace the coil without removing the entire valve assembly. This is faster, cheaper, and avoids the risk of disturbing hydraulic connections.
- Relieve hydraulic pressure (lower all attachments to ground, turn off machine)
- Disconnect the electrical connector
- Remove the retaining nut securing the coil
- Slide off the old coil, slide on the new one
- Torque the retaining nut to spec (typically 3–5 Nm — don’t overtighten)
- Reconnect the electrical connector and test
Option B: Full Valve Replacement
Required when the valve body is worn, internally damaged, or leaking from the body itself.
- Relieve all hydraulic pressure — depressurize the system completely
- Clean the area around the valve block before removal to prevent contamination
- Label all hydraulic lines before disconnecting
- Remove the valve using the correct torque wrench (over-torquing damages the valve block threads)
- Install the new valve with fresh sealing washers/O-rings — never reuse old seals
- Torque to manufacturer specification
- Reconnect hydraulic lines and electrical connectors
- Bleed air from the system by cycling functions slowly several times
- Check for leaks and verify full function operation
How to Prevent Excavator Solenoid Valve Failure
Prevention is always cheaper than repair. These maintenance habits extend solenoid valve life significantly:
Hydraulic oil management:
- Change oil and return filters per the manufacturer’s service schedule
- Use the correct oil grade and viscosity for your operating climate
- Store hydraulic oil in sealed containers — never use barrels left open to air or moisture
- Inspect oil visually at every 250-hour service
Electrical system care:
- Apply dielectric grease to all solenoid connectors during reassembly
- Secure wiring harnesses away from sharp edges and hot surfaces
- Inspect connectors at every major service for corrosion and moisture ingress
Operating practices:
- Warm up the machine for 5–10 minutes in cold weather before full operation
- Monitor hydraulic oil temperature — sustained operation above 80°C accelerates wear
- Address any hydraulic leaks promptly — low oil level causes overheating
Scheduled inspection:
- Test solenoid coil resistance at every 1,000-hour service
- Visually inspect valve block area for leaks at every 250-hour service
- Replace hydraulic return filter at 500-hour intervals (or per manufacturer schedule)
Frequently Asked Questions
Q: How long does an excavator solenoid valve last?
Under normal operating conditions with proper maintenance, a solenoid valve should last 5,000–10,000 operating hours or more. However, contaminated oil, electrical faults, or overheating can reduce this to under 1,000 hours in severe cases.
Q: Can I clean a solenoid valve instead of replacing it?
Sometimes. If the valve failed due to contamination and the internal components are not worn or scored, disassembly and cleaning can restore function. However, if the spool bore or seat shows wear marks, cleaning will only provide a temporary fix. When in doubt, replace — the cost of a second repair typically exceeds the savings of cleaning.
Q: What happens if I keep operating with a failed solenoid valve?
Continuing to operate with a faulty valve causes secondary damage. A valve stuck in the open position can cause uncontrolled machine movement — a serious safety hazard. A leaking valve causes the hydraulic pump to work harder, accelerating pump wear. In most cases, the repair cost escalates the longer the fault is ignored.
Q: How do I know if it’s the solenoid valve or the main control valve?
The diagnostic swap test (Step 5 above) is the most reliable method. Additionally, if multiple functions in the same circuit are affected, the problem is more likely upstream in the main control valve or hydraulic pump. If a single specific function fails, the solenoid valve for that function is the prime suspect.
Q: Are aftermarket solenoid valves reliable?
Quality aftermarket valves from reputable suppliers can perform equivalently to OEM parts at 30–50% lower cost. The key is sourcing from suppliers who can confirm the part number cross-reference, provide documented quality testing, and offer a warranty.
Conclusion
Excavator solenoid valve failures don’t happen without reason. The seven causes covered in this guide — hydraulic oil contamination, coil burnout, spool sticking, seal wear, overheating, water contamination, and poor-quality parts — account for the vast majority of failures in the field.
The good news: most of these are preventable with consistent maintenance habits and early diagnosis. By monitoring your hydraulic oil condition, keeping electrical connections clean, and addressing symptoms before they escalate, you can extend solenoid valve life significantly and avoid costly unplanned downtime.
When a valve does fail, the step-by-step diagnostic process in this guide will help you identify the root cause quickly — so you’re replacing the right part the first time, not guessing.
 English
English
 简体中文
简体中文
 ru
ru
 es
es